
Original TT Servo Drive board:
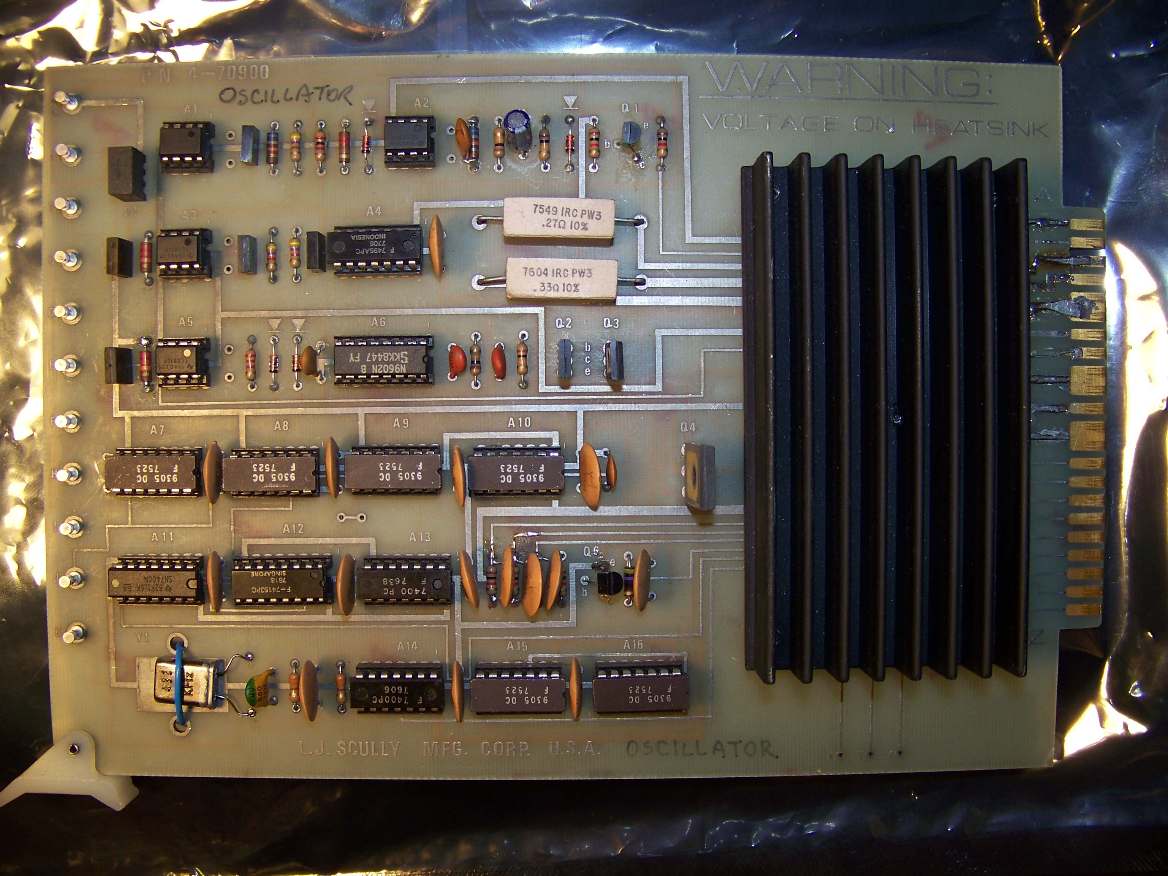
(right-click "View Image" or "Open image in new tab" to see entire picture)
New TT Servo Drive [clone] board:
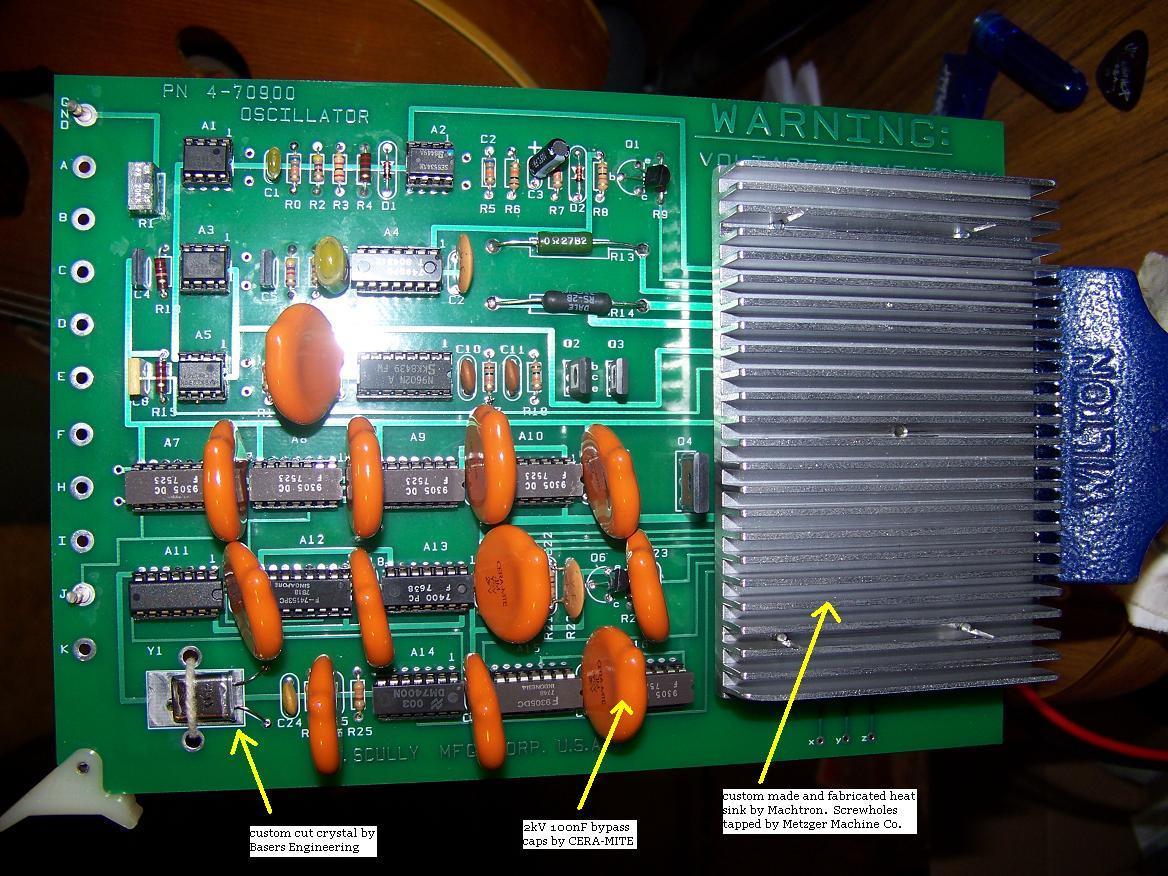
(right-click "View Image" or "Open image in new tab" to see entire picture)
The first and second clones of the turntable servo drive have been tackled with success after having the rare 432 kHz quartz crystal custom cut at Basers Engineering, LLC and also securing a set of heat sinks from eBay's Machtron, with fabrication by him and also by Metzger Machine Company, who are right down the street. The new heat sink is actively cooled by a 16-dbSPL computer fan, so the oritentaion of the fins is different than when it was only convectively (passively) 'cooled'.
This turntable drive system was developed in 1978, just in time to be used on the Rod Stewart LP, "Blondes Have More Fun... Or Do They?" It uses the same capstan motor that was used by MCI for their JH-110 tape machine. The motor was designed and built by EG&G Torque Systems and then was either cloned, or OEM units were at least rebadged, for the tape machine by MCI. These are the motors with the white, ceramic shaft, however, during their rebuilding, I had Jeff Gilman, at MDI PrecisionMotorWorks, upgrade three of these motors with steel shafts, having a "flat" on one side - the better for one of the two pulley set screw's tips to clamp onto and, thereby, keep the smooth internal metal surface of the capstan sleeve from slipping. The side-view profile of the sleeve includes a "crown," which is a bulge around the middle that helps keep the Mylar belt from winding off of it during use.
The pulley is like a little section of thick-walled pipe of a very specific outer diameter. The outer diameter of the motor shaft's pulley bearing and the diameter of the recessed belt rim on the turntable platter form a specific gear ratio which translates the crystal-locked capstan motor speed to the target turntable speed. If the size of either the turntable platter's recessed belt rim, or the size of the pulley bearing on the motor shaft is changed, then the board's control of the turntable motor will be non-standard.
Varying drag on the workpiece, such as when encountering passages of program cut with increased depth, or the sudden removal of disk drag, say, by lifting the cutting head, while simultaneously playing back the cut, a few turns earlier, with the pickup stylus, won't produce a "wow." The circuit is fast enough to provide inaudibly-applied "cruise control" to the turntable platter's angular velocity by making sure the motor shaft is always rotating at the right rate, regardless of load. This, of course, means it varies the applied torque, as needed, so as not to vary the speed. The errors which it overcomes, with bursts of increased electrical power, are too brief to affect the sound of sustained musical notes.
If disc cutting were tried with a normal turntable motor - one made only for playing back records - it would run slower than normal as soon as the cutting stylus touched the blank disk. Or, if the motor were strong, there would be Doppler-ing of sound "tails," unless the motor had a lot of torque and could correct itself, or the platter was very heavy, for the sake of inertia. Synchronous motors, such as the Lyrec, drive heavy Neumann turntables and use the electrical mains line frequency as the clock for the electromagnetic drive windings.
The LS-76 composite Aluminum and Formica platter is relatively light, but this lets it be accelerated easily, while still presenting enough inertia for smoothing, due to the fast operation of the servo's error corrections and the circuit's ability to increase, and decrease, torque quickly. The platter is bolted onto a heavy Aluminum turntable, having on the center of its bottom surface, a vertical axle which revolves in an oil-filled piston. The axle stands on a steel thrust ball that's resting in a thrust bearing near the bottom of the piston.
The tachometer of the motor, involves a plastic disk on the bottom of the housing that is attached to the pulley shaft (i.e., the capstan), so the disk rotates with the shaft. The spinning disk has many little black stripes that create a strobe effect for the optical encoders mounted on opposite sides of the disk. Together, with their signals streaming through a CMOS NAND gate (74C00), they send a summed, 20 micro-second pulse train back to the drive board for comparison to the board's reference frequency for the tt speed in use. Since the reference frequency used by the board for controlling the angular velocity at precisely 33+1/3 rpm is 432 kHz divided by 54, using several DIPs, 9305 (variable modulus counter), the number of pulse comparisons each revolution is 14,400.
The board also emits a visible strobe light signal, with red, light-emitting diodes, that shines on the bottom of the platter, which has many little holes in the composite material around the outer radius. A small mirror is angled to show the dots, which appear to be still when the platter motion is locked to the reference frequency. The servo can lock to three standard turntable speeds (16+2/3, 33+1/3, and 45) and can also be switched for 1/2-speed 45 (i.e., 22+1/2 rpm). It's illuminating to watch the strobed dot pattern on the festoon not move at all even if you touch the platter and apply a fair amount of friction - much more than would be caused by the hot stylus being dragged through 1 to 3 mils of the ~7 mil coating of nitrocellulose lacquer on either side of the aluminum substrate of the cutting disk.
The circuit presently has no modulo for divide-by-23, which would be required to cause the 432 kHz master clock to be divided by just enough to generate a reference frequency for 78.26 rpm, but that might be doable...